


4.以杜绝生粉、混炼不均等现象发生。(一般开始料完后应先扫一次缸,然后低速启动,将粉料混合均匀后再加入增塑剂,然后在第2次加油前应先扫缸,再启动加油。放料前应开盖低速搅拌1-2分钟,以排除挥发物。
5.打料工应注意经常检查气门,防止因气门密封不好而漏生粉。
6.押出机之工艺控制也应根据胶料规格之不同加以区别对待,原则上应保证料温由加料段、压缩段、胶化段、成形段逐渐升高,机头温度在保证胶料或胶条外观光亮的前提下可适当降低。总的原则是保证胶料胶化均匀、良好,无生冷料和烧焦及结团现象。





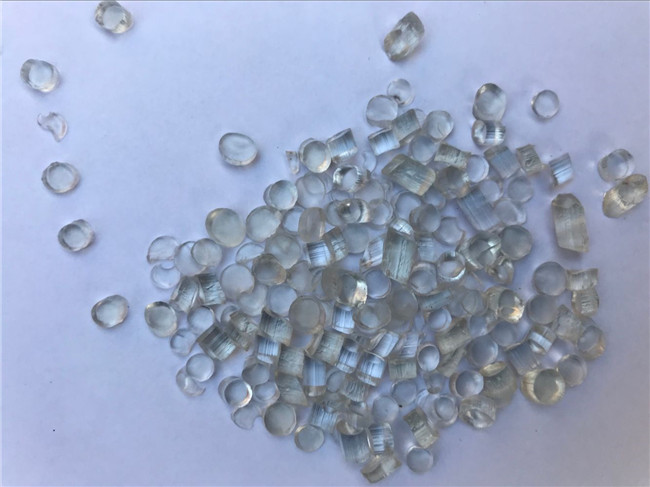
众所周知,仅用肉眼观察,是很难确定PVC透明料的含水量的。那么PVC透明颗粒应如何干燥?下面我们就来简单的介绍一下。
PVC透明颗粒可使用去除了水分的空气干燥器(脱湿干燥器)。干燥温度一般以60℃~80℃为宜。颗粒的干燥程度应适宜,一般含水量控制在2%以内。 除了遵守正确的干燥温度外,确保在干燥空气中的lu点低于负 20℃也很重要。使用填充高度和松密度不同的多容器的装置时,还应保证每一个容器都能达到充足的空气吞吐量。

PVC塑胶是使用广泛的塑料材质之一,PVC材料是一种非结晶性材料。由于其自身性能方面存在的一些缺点,它在实际使用中要经常加入稳定剂、润滑剂、辅助加工剂、色料、抗冲击剂及其它添加剂。经过改性注塑之后的PVC透明颗粒料性能会更完善,更符合工业生产的需要标准。PVC透明颗粒料在我们日常生活中应用非常广泛,可应用于霓虹灯、电线产品、汽车配件、工业和日用品等各个领域。但是还有一些厂家在生产过程中出现气泡情况,如果不处理好,这会严重影响产品的质量

您好,欢迎莅临盛沂橡塑,欢迎咨询...
 触屏版二维码 |






